How to Recognize Quality Electropolishing Work

What Does High Quality Electropolishing Look Like?
High quality electropolishing should exhibit brilliant luster and reflectivity. The smoother the surface to be electropolished, the higher the brilliance and reflectivity will be after the process is complete. High quality electropolishing should be free of the following flaws:
- "Frosting"
- Streaks or Stains
- Orange Peel
- Shadows
- Water Spots
- Erosion
- Irregular Patterns
- Pitted Surfaces
- Pebbly Surfaces
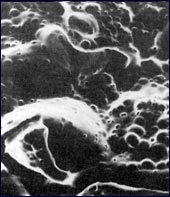
Under high magnification, the electropolished surface should show no evidence of grain boundaries and should be essentially featureless.
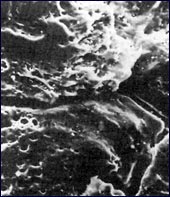
HRAP #1 S.S. Plate As Received
Inadequate Electropolishing

Intermediate Quality Electropolishing

Premium-Grade Electropolishing
What Contributes to Good (and Bad) Electropolishing?
High quality electropolishing begins with materials possessing superior electropolishing properties. Quality materials, coupled with proper techniques and conditions, generally will yield superb results.
However, there are times when even the best efforts of the Electropolisher do not produce the desired results. A stainless steel part produced from a specific alloy or possessing a unique history may present certain problems. Pits, exposed seams, a grainy or dull luster, "patchy luster" and a generally "unfinished" look are examples of situations where the problem may be rooted in the material.
One or more of these effects can be attributed to non-metallic inclusions that trace back to hot-rolling of slabs, under- or over-pickling, excessive or undue temperature rise during cold rolling (as by too heavy a reduction per pass), under- or over-annealing, surface decarburization during annealing, excessive grinding prior to cold-rolling, burnishing action during the last stage of cold rolling, and contamination from exposure to industrial process materials, pollutants, lubricants and other materials used in manufacturing. End-grain surfaces of free-machining stainless steel grades such as Types 303 and 416 will appear "frosty" after electropolishing due to removal of the sulfide inclusions.
A uniform, fine crystal homogeneous structure produces the best electropolishing results. However, certain structural characteristics can vary in stainless steel without affecting the nominally specified properties, yet influence the electropolishing results. Examples include broken down, highly oriented structures, grain boundary precipitation of carbides, and other non-homogeneities – all of which cause a lower quality electropolished finish.
Recognizing Electropolishing Quality
Learning to recognize good vs bad electropolishing is like learning to distinguish between a real one-dollar bill and a counterfeit. The best way to tell the difference is to learn how the real things looks, feels and performs. Inferior electropolishing then can be readily identified, either by visual examination or by photomicroscopy.
Electropolishing is preferred in many industries as a final finish for many metals because of its surface enhancement, non-contaminating, non-particulating, non-sticking or cosmetic qualities. If the goal is a pleasing cosmetic finish, high quality electropolishing usually can be judged by visual inspection. A microscopic evaluation of the surface is necessary, however, where a "maximum" finish is required and where it is imperative that the surface condition be documented for future evaluation.
For example, a buffed surface (such as a No. 8 finish) often appears to be electropolished to the uneducated eye. Either finish can yield the same surface finish profilometer readings (Ra or RMS). Only photomicrographs of the two surfaces would show the substantial difference between the two surfaces. The electropolished surface would be seen as featureless, while the buffed surface would show layers of smeared, disturbed and damaged metal, as well as embedded abrasives and buffing compound.
Photomicroscopy is highly recommended whenever substantial capital investment is involved and where an electropolished surface plays a key role in the results of a research project or manufacturing process. In order to maintain a rigorous quality control program, the use of comparative sample coupons (previously electropolished and thoroughly proven with photomicroscopy) is recommended. In addition to being cost-effective, electropolishing establishes an objective evaluation and permanent record for future reference.
Photomicrographs offer the only positive proof of the quality of the electropolishing. Your electropolisher should be willing to certify the final finish with a photomicrograph.
